Краткое описание:
Мы обычно используем метод «Двухстпенчатого обжига» для производства полых блоков, поскольку весь процесс включает две стадии укладки кирпичей. Первая укладка происходит, когда робот размещает кирпичи на сушильные стеллажи для сушки. Вторая укладка происходит, когда робот переносит высушенные кирпичи на поддоны для обжига в печи. Мы располагаем полностью автоматизированным оборудованием и системами управления, которые выполняют группировку, загрузку, транспортировку и укладку кирпичей на обеих стадиях.»
Основные техничесике параметры:
|
Вид кирпича |
Пустотелые тонкостенные глиняные кирпичи |
|
Пористость |
~75% |
|
Вес кирпича |
~10 kg |
|
Размер кирпича |
200x200x400mm, 350x150x200mm |
|
Сырье |
Чистая глина |
|
Топливо |
Природный газ, мазут или уголь |
|
Производительность |
600 tons/24h, 70,000 pcs/24h |
|
Технология производства |
Двухступенчатый обжиг |
|
Кол-во сушильных тележки |
200 шт. |
|
Кол-во вагонетки |
68 шт. |
Термогенная техника:
Bricmaker Ключевые элементы автоматизированной линии двухступенчатого обжига полых кирпичей Bricmaker: многоканальная сушильная печь и плоская туннельная печь
1. Многоканальная сушильная печь
Применение крупногабаритных многоканальных сушильных печей и вилочных погрузчиков в производстве блоков в Китае получило положительные отзывы. Каждое направление от входа до выхода разделено на отдельные секции. Каждая секция имеет относительно независимое пространство для поддержания необходимой температуры и влажности. Сушильный горячий воздух распределяется по каждой секции через верх печи. В каждой секции имеется циклонный разделитель, который равномерно распределяет и циркулирует горячий воздух, помогая медленному и равномерному испарению влаги из блоков. Циклонный разделитель управляется независимо, а интервалы продувки могут регулироваться в зависимости от тепловых параметров.
2. Обжиговая туннельная печь
По сравнению с традиционными печами с внешним обогревом, эта печь имеет более широкий поперечный срез и более короткий цикл обжига. Чтобы улучшить неоднородность температуры и циркуляции воздуха в печи и обеспечить качество и процент соответствующих изделий за более короткий обжиговой цикл, мы применили следующие меры на основе обширного практического опыта и расчетов:
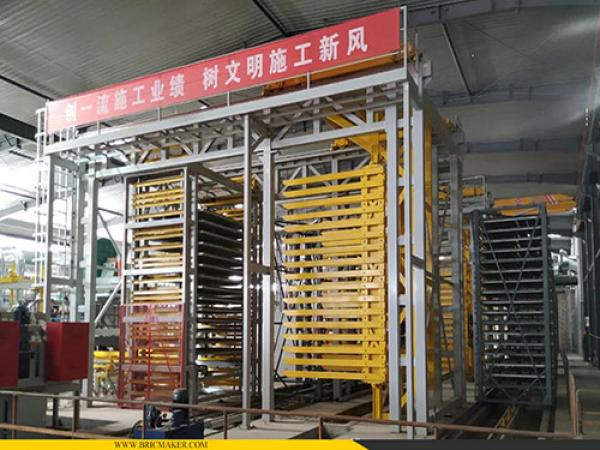
Видео автоматической загрузки блоков на сушильные стеллажи:
Имя: General Manager
мобильный:+8613151630928
Тел.:+8613222235952
Whatsapp:+8613222235952
Почта:sales@bricmaker.com
Добавлять: Китай, провинция Цзянсу, город Чжанцзяган, улица Восточная Лай Хуаю, дом 1.
We chat

 Английский
Английский вьетнамский
вьетнамский  Русский
Русский