Welcome: ООО «Автоматизированное Оборудование Сучжоу Bricmaker»



1. Краткое описание
Туннельная печь для обжига глиняного кирпича является наиболее популярной термической печью благодаря своей непрерывной работе, стабильным тепловым параметрам, высокой производительности и стабильному качеству продукции. По сравнению с традиционной туннельной печью с внешним подогревом, эта модель имеет более широкое поперечное сечение и сокращенный цикл обжига. Туннельная печь для обжига глиняного кирпича состоит из корпуса печи, вагонеток и транспортировочных устройств, системы горения, системы вентиляции и системы управления.
|
S/N |
Проекты |
Ед. |
Параметры |
Примечание |
|
1 |
Тип печи |
|
Туннельная печь с плоским сводом |
|
|
2 |
Применение |
|
Глиняный кирпич |
Пустотелый кирпич |
|
3 |
Производительность в день |
pcs |
≥70,000 |
400x200x200mm |
|
4 |
Длина печи |
m |
162.8 |
|
|
5 |
Ширина внутри печи |
mm |
8600 |
|
|
6 |
Размер вагонетки |
mm |
3600x8600 (LxW) |
|
|
7 |
Размер вагонетки |
set |
45 (Внутренности вагонетки) |
Всего 68 |
|
8 |
Вес каждого вагонеток |
pcs |
2160 |
Около 22 тон 22 tons |
|
9 |
Установленный загрузочный вес |
mm |
2050 |
Проектирован 10 слоев |
|
10 |
Состав воды перед заходом в печь |
% |
3~5 |
|
|
11 |
Температура обжига |
℃ |
950-1050 |
Спроектиован 1150 ℃ |
|
12 |
Тип топливо |
|
Тяжелое масло |
Калорийность:. Около 9500~10000 kcal/kg |
|
13 |
Цикл обжига |
H |
24-40 Можно настроить |
Спроектирован 31.5H |
|
14 |
Процент качественной продукции при обжига |
% |
≥98 |
|
|
15 |
ед. Энергопотребляемость |
kca/kg |
≤350 |
|
|
16 |
Технология |
|
Двухступенчатый обжиг, автоматическая сушка со стеллажом |
|
|
17 |
Метод отвода дыма |
|
Механический |
|
|
18 |
Метод управления |
|
Система автоматического смарт управления PLC/PID , Система управления IPC |
|
3.1 Печь

Используется трубопроводная система циркуляции тяжелого масла. Тяжелое масло подается из нагревателя через главный трубопровод и распределяется по группам горелок. Непотребленное масло возвращается через обратный клапан и трубопровод в резервуар (или к масляному насосу), образуя замкнутую циркуляцию.
Тяжелое масло подается из резервуара в кольцевую главную магистраль с помощью насоса. На магистрали установлен датчик давления, который при снижении давления ниже допустимого значения подает сигнал и прекращает подачу топлива. Каждая группа горелок подключена к кольцевой магистрали. Топливо поступает через фильтры, клапаны и регуляторы расхода, а затем через ручные клапаны и фильтры в горелки.
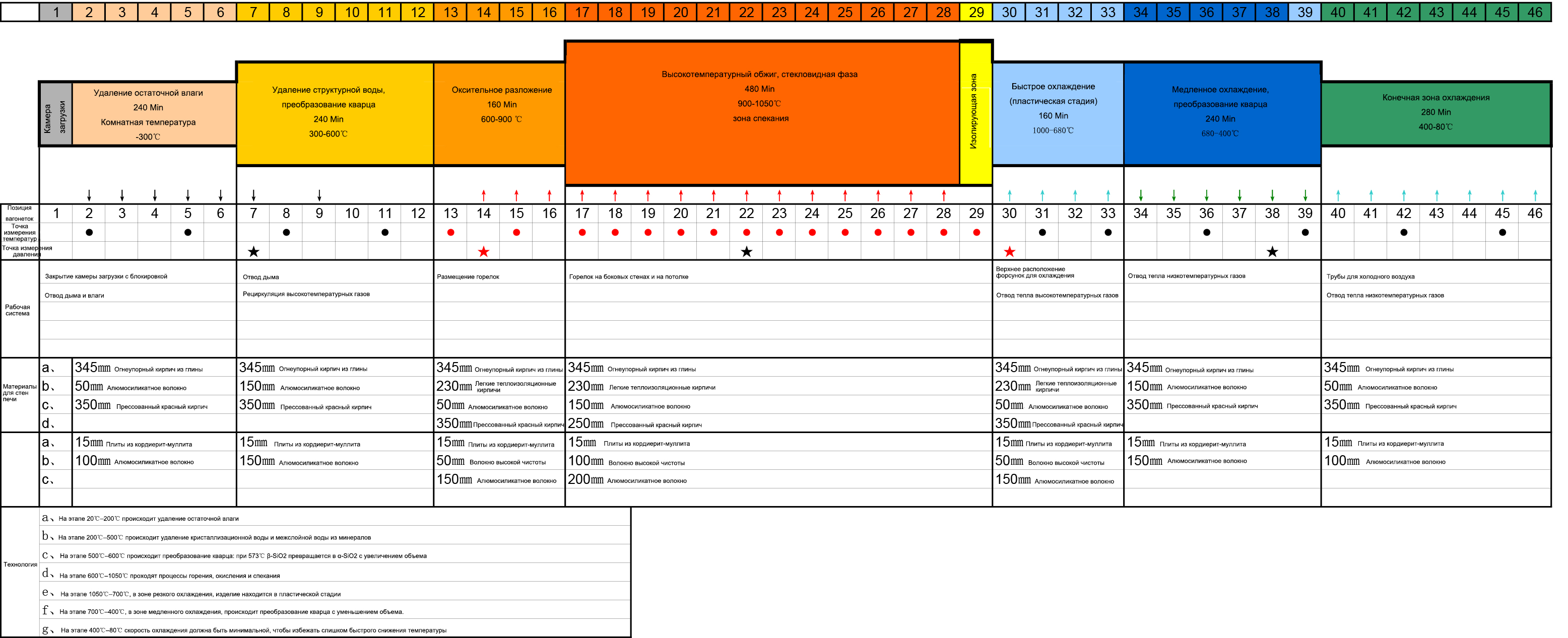
Используются высокоскоростные горелки верхнего обжига, размещенные между штабелями кирпича с шагом 1800 мм. В зоне предварительного нагрева предусмотрено 4 группы горелок (8 рядов, 48 штук), каждая оснащена системой автоматического розжига, датчиком пламени, электромагнитным и игольчатым клапанами. В зоне обжига 24 группы горелок (24 ряда по 192 штуки на крыше и 4 группы по 16 штук на боковых стенах). Все горелки управляются централизованной компьютерной системой.
Система состоит из вытяжных вентиляторов, опорных конструкций, трубопроводов и электрических заслонок. Газ с низкой температурой и высокой влажностью проходит через ответвления, а затем через главный трубопровод и вентилятор, выбрасывается через дымоход или направляется в систему рекуперации тепла для питания сушильной печи. С конца зоны обжига начинается зона быстрого охлаждения с 5 рядами по 40 форсунок. Система рекуперации тепла (два вентилятора: для высоких и низких температур) состоит из зон низкотемпературной и высокотемпературной рекуперации. Низкотемпературная часть восстанавливает тепло до 650℃ (температура 200-250℃), высокотемпературная - до 400℃. После смешивания воздуха обеих частей он направляется в сушильную печь. Для обеспечения дополнительного источника тепла в случае недостатка тепла предусмотрена масляная горячевоздушная печь. Перед и после зоны охлаждения установлены три осевых вентилятора для нагнетания воздуха под вагонетки. Перед и после зоны предварительного нагрева установлен один осевой вентилятор для отвода тепла под вагонетками, с подачей горячего воздуха в систему рекуперации тепла.
Имя: General Manager
мобильный:+8613151630928
Тел.:+8613222235952
Whatsapp:+8613222235952
Почта:sales@bricmaker.com
Добавлять: Китай, провинция Цзянсу, город Чжанцзяган, улица Восточная Лай Хуаю, дом 1.
We chat

 Английский
Английский вьетнамский
вьетнамский  Русский
Русский


